 中文
中文 日本語
日本語 English
English冷冻浓缩业务
冷冻浓缩业务

浓缩是指除去溶液中的水分从而提高有效成分浓度。
例如,在果汁生产过程中,为减少运输成本,在水果生产地把压榨后的原汁进行浓缩提炼成浓缩果汁后再运往消费地,在消费地进行加水还原。
在香料的生产过程中也会对低浓度的提取液进行浓缩而得到高纯度的原料。常见的液体浓缩方法有(减压)蒸馏浓缩法和利用反渗透原理的膜浓缩法。
何谓冷冻浓缩?
明和工业着眼于冷冻浓缩技术,在生产和销售冷冻浓缩装置。
冷冻浓缩是指将溶液中的水分冻结,使水分与有效成分得到分离,从而提高溶液中有效成分浓度的方法。此方法,可避免热导致的有效成分的变质,保障有效成分质量的特点。但是,由于浓缩所需时间较长,设备规模较大等原因目前还没有被广泛采用。
明和工业冷冻浓缩技术的优势
明和工业采用的界面渐进冷冻浓缩克服了传统冷冻浓缩方法的弱点,实现了浓缩时间的缩短,浓缩设别的小型化。
该浓缩方法对极端低浓度溶液的浓缩效果及其显著。特别适合于蒸发冷凝水,蒸馏水,水提取液和水溶性香料的浓缩。
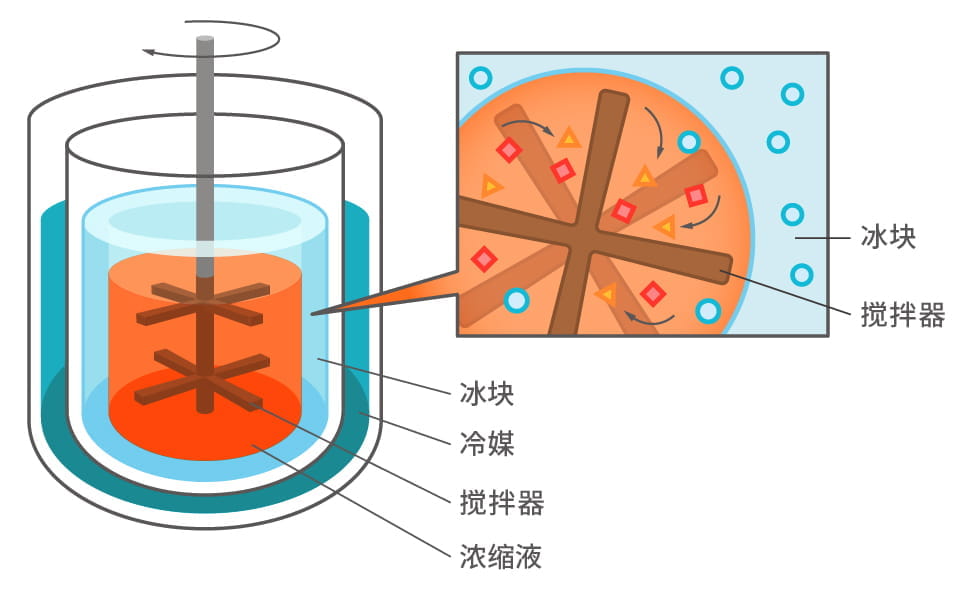
界面渐进冷冻浓缩
界面渐进冷冻浓缩

-
-
特点
- 通过搅拌溶液,防止有效成分流入冰块中。
- 通过控制冷媒与浓缩液的温度,缩短了浓缩所需时间。
-
优势
- 有效成分的损失小并保障其质量。
- 有效成分的浓缩于溶液浓缩率呈等比。
- 减少了能耗。
-
浓缩效果(基于公司内部试验结果)
-
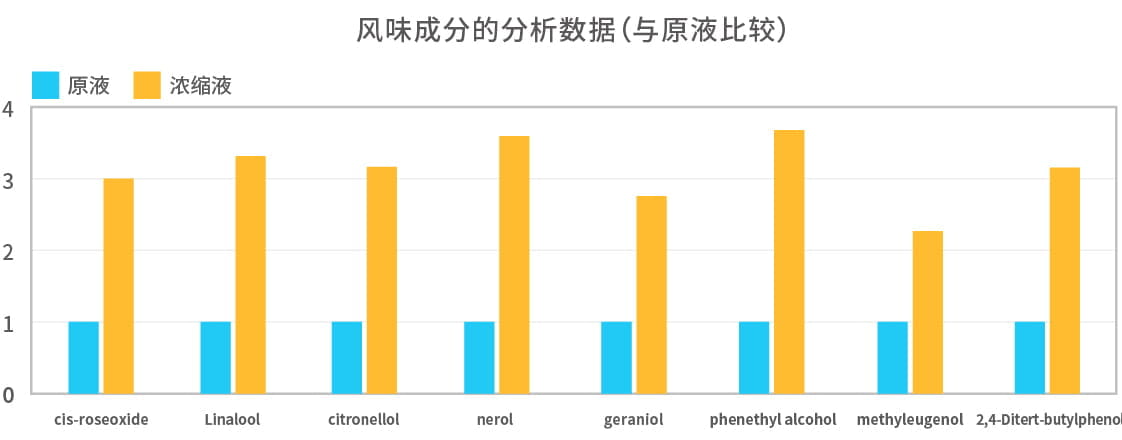
※以上为原液为1时的倍率直。
-
被试溶液 500倍稀释的花水(大馬士革玫瑰)
※稀释用水为纯水。使用装置 搅拌式冷冻浓缩装置(PFC-M10) 浓缩液回收率 35%(除去水分:65%) 浓缩倍率(原液比) 2.9倍
与传统浓缩方法的比较
-
(减压)蒸馏浓缩
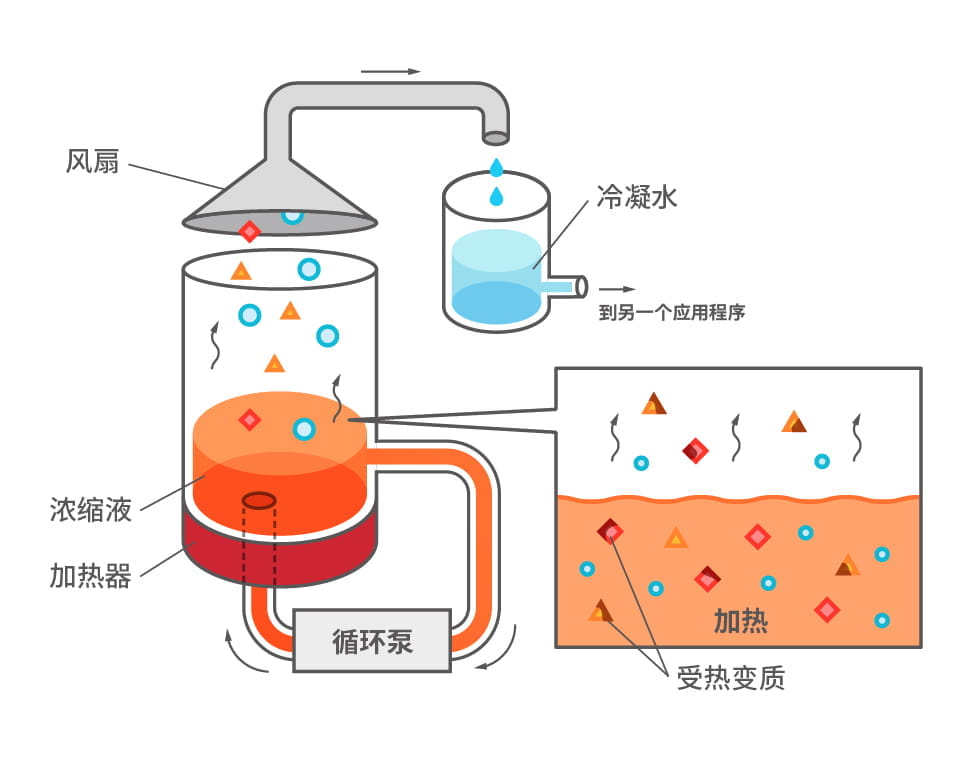
特点
- 通过加热方式,高速浓缩大量溶液。
- 由于加热导致香料等有效成分的质量受损。
- 失去对热敏感的有效成分。
- 吸风机导致一部分香气的失散。
-
膜浓缩
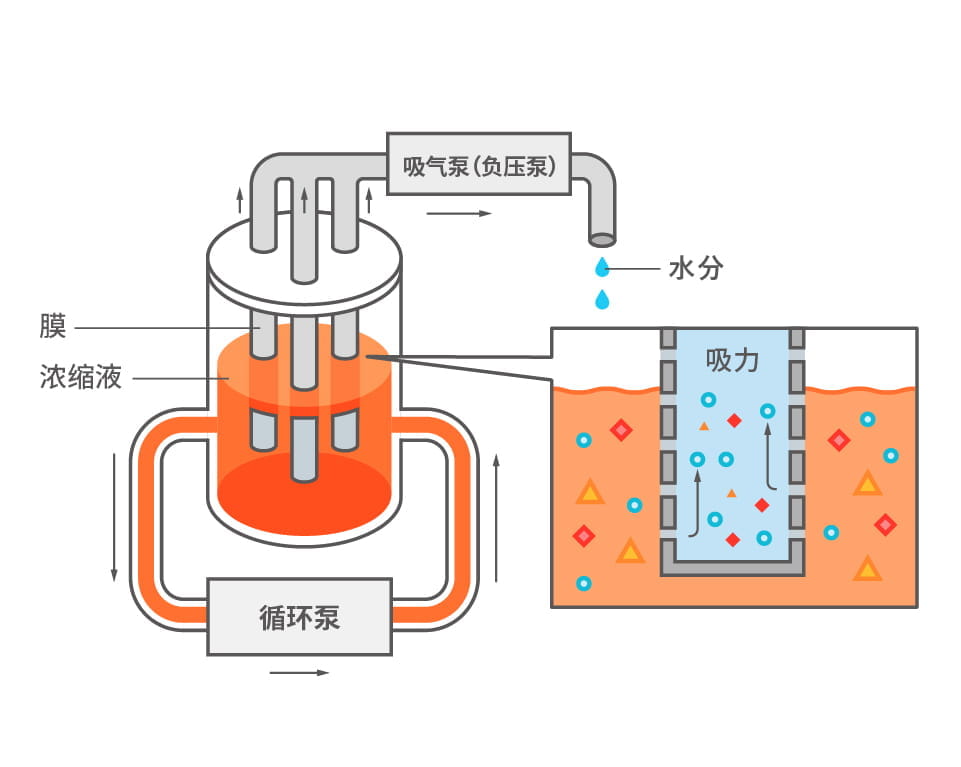
特点
- 可防止热导致的有效成分损失。
- 通过反渗透,可有效进行浓缩。
- 不可避免比反渗透膜孔小的有效成份的流失。
- 需要维护和更换膜。
界面渐进冷冻浓缩
-
特点
- 由于是低温(冰点以下)处理,可保障有效成份质量。
- 可避免因热导致的有效成分的挥发和变质。
- 由于只冻结水分,溶液的成分平衡不被破坏。
- 由于设备构造简单,不见更换和维护频度低。
-
可生产高附加价值的浓缩液
参考数据(与膜浓缩方法的对比数据)
下图为分别对冷冻浓缩和膜浓缩的浓缩液进行还原后对成分平衡进行分析的结果。与膜浓缩(反渗透)相比,冷冻浓缩液还原后的成份平衡更接近原液。
-
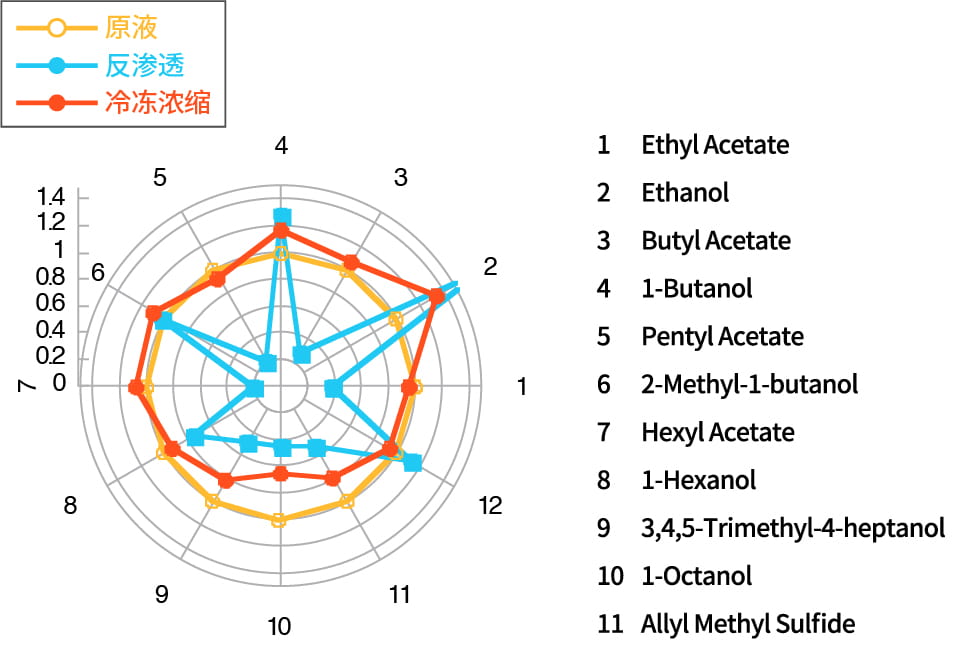
※以上为原液为1时的倍率直。
-
▼ 膜浓缩(反渗透)法和界面渐进冷冻浓缩法进行浓缩后浓缩液的分析结果如下。
被试溶液 洋梨果汁的蒸发冷凝水 使用装置 循环式冷冻浓缩装置(PFC-C10) 浓缩液回收率 27%(除去水分73%) 濃縮倍率(原液比) 3.67倍
实验服务
明和工业株式会社拥有专属实验室(FReC Labo.),并对外开展收费的冷冻浓缩实验服务。
采用冷冻浓缩技术的公司为数不多,技术本身并没普及,因而其特征和优势还没得到认知。
我们可对客户的实际样品进行浓缩实验,验证浓缩的效果。

实验设备
- 搅拌式冷冻浓缩装置(PFC-M10)
- 循环式冷冻浓缩装置(PFC-C10/PFC-C50)
实验可应对最低容量
1000ml
※仅限于搅拌式冷冻浓缩装置,其他设备必须满足规定的容量。
※仅限于搅拌式冷冻浓缩装置,其他设备必须满足规定的容量。
实验业绩
-

-
- 蒸馏水(葡萄,树木水,大叶钓樟等)
- 蒸发冷凝水水(牛奶等)
- 香料(水提取液,溶媒萃取液,乙醇提取液)
- 食品类(豆乳,咖啡,牛奶,果汁等)
- 酒精类(日本酒,烧酒),其他
我公司负责人可根据您的需求提供有效可行实验方案。
您可通过以下咨询表随时咨询。